工廠SMT車間排風管及危險氣體監控系統控制模塊設計與應用

在現代電子制造業中,表面貼裝技術(SMT)生產線是核心環節。生產過程中使用的焊膏、清洗劑等化學品可能揮發出各類有機溶劑及微量危險氣體,同時設備本身也會產生熱量與粉塵。為確保安全生產、保護員工健康及設備穩定運行,一套集成了排風管智能控制與危險氣體實時監控的綜合系統至關重要,而該系統的“大腦”——控制模塊,則是實現高效、精準、自動化管理的核心。
一、控制模塊的核心功能
- 排風管智能控制:控制模塊通過接收來自生產線設備、環境傳感器(如溫濕度、粉塵濃度)的信號,自動調節各支路排風管的閥門開度與風機轉速。例如,當回流焊爐啟動時,模塊立即增大對應排風量;在非生產時段或低負荷運行時,自動切換至節能模式,實現按需通風,在保障效果的同時顯著降低能耗。
- 危險氣體實時監控與預警:模塊連接分布在車間的多種氣體傳感器(如VOCs、鉛煙、臭氧等監測探頭),進行24/7不間斷數據采集。一旦某種氣體濃度超過預設的安全閾值,控制模塊會立即啟動多級響應:
- 初級報警:在監控界面發出聲光報警,定位泄漏點。
- 聯動控制:自動加大相關區域排風量,啟動應急新風系統,稀釋危險氣體濃度。
- 緊急處置:必要時可聯動關閉相關氣源閥門,并通知工廠安全管理人員。
- 數據集成與集中管理:控制模塊作為上位機(如SCADA系統、工廠MES系統)的接口,將所有的運行狀態、報警記錄、能耗數據、氣體濃度歷史曲線等關鍵信息進行整合、存儲與分析,為生產管理、安全審計及預防性維護提供數據支持。
二、系統架構與關鍵技術
典型的控制系統采用“分布式檢測、集中式管理”的架構:
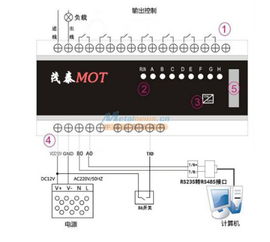
- 現場控制層:由PLC或專用控制器作為本地控制單元,負責快速執行排風閥門、風機及報警器的直接控制。
- 監控管理層:位于車間的監控中心,通常由工業計算機或觸摸屏人機界面(HMI)實現,提供直觀的圖形化界面,用于狀態顯示、參數設置、報警確認及手動干預。
- 網絡通信層:采用工業以太網、PROFIBUS-DP或Modbus等標準協議,確保傳感器、執行器與控制模塊間穩定、高速的數據傳輸。
- 關鍵算法:控制模塊內嵌先進的控制算法(如PID控制、模糊邏輯控制),以實現對復雜、時變的通風需求的精準響應;其數據分析算法能對氣體濃度趨勢進行預測,實現潛在風險的早期預警。
三、應用價值與優勢
- 安全保障:變被動響應為主動預防,構建了堅實的氣體安全防線,極大降低了職業健康風險和火災爆炸隱患,符合OSHA、中國《職業病防治法》等法規要求。
- 節能降耗:智能風量調節避免了傳統常開式排風系統造成的巨大能源浪費,綜合節能率可達30%-50%,具有顯著的經濟效益。
- 提升工藝穩定性:穩定的車間微環境(溫濕度、潔凈度)有利于保證錫膏印刷、回流焊等關鍵工藝的質量一致性。
- 智能化管理:實現遠程監控、故障診斷與歷史數據追溯,提升了工廠設施管理的數字化與智能化水平,降低了運維成本。
四、實施與選型建議
在部署該系統時,需重點關注:
- 精準需求分析:根據SMT線具體工藝、所用化學品類型及車間布局,確定監測氣體種類、傳感器布點密度和所需排風量。
- 模塊可靠性:選擇適用于工業環境、具備高抗干擾能力和長期穩定性的控制硬件與軟件。
- 系統擴展性:控制模塊應支持靈活的I/O擴展和網絡擴展,以便未來生產線擴容或功能升級。
- 合規性:確保系統設計、報警閾值設定符合國家及地方的安全生產與環保標準。
SMT車間排風管及危險氣體監控系統的控制模塊,不僅是環境與安全的“守護者”,更是工廠邁向綠色、智能制造的“賦能者”。通過其精確、自動化的控制,工廠能夠在保障核心生產安全的前提下,實現能效優化與精細化管理,從而構建一個更安全、更高效、更可持續的生產環境。